
我公司自1992年开始,一直为“国家内燃机发电机组质量监督检查中心”检验合格的柴油发电机组制造厂商。天辰拥有先进的检测设备、精湛的生产工艺、专业的制造设计、完善的质量管理体系、 雄厚的研发实力,天辰注册服务网络遍布全国各地,随时为您提供设计、供应、调试、维修一条龙服务!
24小时销售热线:13878198542
24小时服务热线:13878801642
柴油发电机组活塞销与连杆衬套的修配对配合间隙和接触面积有一定的技术要求,而的铰配步骤与活塞销座孔的铰配步骤相似。下面由专业柴油发电机厂家——广州天辰发电设备有限公司为大家做详细介绍。
一、技术要求
1)配合间隙 汽油机,在常温下有0.003~0.OlOmm的微量间隙;柴油机,在常温下有0.
02~0.12mm的间隙。
2)接触面积 不小于75%,其间隙过大、过小,接触面积过小的危害与活塞销、销座孔间间隙过大、过小,接触面积过小的危害相同。活塞销与连杆衬套的正确配合,是通过铰削来实现的。

二、连杆衬套的铰配
1)选择铰刀 根据活塞销实际尺寸选择铰刀,将铰刀夹入虎钳与钳口平面垂直。
2)调整铰刀 把连杆小端套入铰刀内,一手托住连杆的大端,一手压小端,以刀刃能露出衬套上平面3-5mm为第一刀的铰削量。铰刀的调整量,以旋转螺母60度-90度为宜。如铰削量过大或过小,都会使连杆在铰削过程中摆动,铰出棱坎或喇叭口。
3)铰削 铰削时,一手把住连杆大端,并均匀用力拨转,一手把持小端,并向下施压力进行铰削。铰削中应保持连杆与铰刀成直角,以免铰偏(图3-42)。调一次刀铰到底后,再将连杆翻面铰一次,以免铰成锥形。当衬套下平面与刀刃下方向平齐时,应下压连杆小头,使衬套从铰刀下方脱出,以免起棱。

4)试配 在铰削时应经常用活塞销试配,以防铰大。当铰削到用手掌的力能将锉子推入衬套1/3-2/3时,应停止铰削,此时,可将销子压入或用木锤打入衬套内(打时要防止销子倾斜),并夹持在虎钳上左右往复拨转连杆,然后压出销子,查看衬套的接触情况。
5)刮配 根据活塞销与连杆衬套的接触面和松紧情况,用刮刀加以修刮。修刮后,应达到各机说明书上的要求。
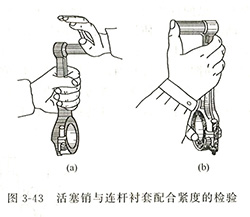
对柴油发电机组的柴油机而言,一般的检验方法是:将活塞销涂以机油,能用手掌的力量把活塞销推入连杆衬套,并且没有间隙的感觉,则认为松紧度为合适【图3-43(a)】对汽油机而言,一般的检验方法是:将活塞销涂以机油,能用大拇指的力量把活塞销推入连杆衬套,并且没有间隙的感觉,则认为松紧度为合适【图3-43(b)】;接触面积在75%以上,并且接触点分布均匀,轻重一致,则认为接触面符合要求。
以上是由专业柴油发电机厂家——广州天辰发电设备有限公司为大家分享的柴油发电机组活塞销与连杆衬套的修配方法,希望对大家有帮助。我公司创始于1974年,为广州天辰动力集团全资子公司,是国内生产发电机组较早的厂家之一。可提供3KW-2500KW各种规格普及型、自动化、四保护、自动切换、低噪音及移动式等高品质、低能耗的发电机组以满足客户的一切电力需求,还可满足用户不同电压、不同频率的要求,以及多台机组并联并网供电系统。更多详情欢迎登录:www.jsxggx.com






